Have you ever wondered what exactly happens in an ultrafiltration process? Or perhaps, you’ve heard about hollow fibre membranes but aren’t quite sure how they fit into the picture. Well, wonder no more! In this blog post, we’ll dive deep into the fascinating world of hollow fibre membranes and their role in ultrafiltration.

What is Ultrafiltration?
Ultrafiltration is a pressure-driven procedure that separates unwanted particles from water or any other liquid. It’s like giving your liquid solution a VIP pass where only specific components are allowed!
What Are Hollow Fibre Membranes?
Hollow fiber membranes are made up of polymers like polyethersulfone (PES), polysulfone (PS), or polyvinylidene fluoride (PVDF). Their unique tubular design provides a high surface area-to-volume ratio, making them super-efficient for filtration processes. Imagine these membranes as incredibly fine straws with even tinier holes on their walls – so tiny that they can catch bacteria and viruses!
How Does Hollow Fibre Membrane Act in Ultrafiltration?
The hollow fiber membranes in ultrafiltration act as an effective filter tool for suspended solids, bacteria, viruses, and other pathogens, resulting in water with high purity and low SDI (Silt Density Index).
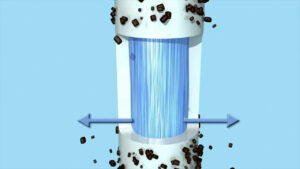
During ultrafiltration, the contaminated water is forced through the outside of the hollow fiber membranes, while the purified water flows through the inside of the fibers. This outside-in flow design allows for the efficient accumulation of contaminants on the outer surface of the membranes.
The accumulated contaminants can be removed through backwashing and cleaning processes. Using air scouring, where the air is bubbled through the shell on the outside of the fibers, helps to dislodge particles from the fibers during backwashing. This design and cleaning method contribute to the ultrafiltration system’s long service life and low maintenance requirements.
Advantages Of Using Hollow Fiber Membranes For Ultra-Filtration
Some key advantages of using hollow fiber membranes for ultra-filtration include:
1. High Surface Area: Hollow fiber membranes provide a large surface area per unit volume, enabling efficient filtration. The high surface area allows more contact between the feed and the membrane, enhancing filtration capacity.
2. High Flux Rates: Hollow fiber membranes possess a remarkable trait – high permeability. This attribute allows for an accelerated flux rate, meaning that a larger volume of filtrate can be generated within a specific timeframe. As a result, the efficiency of the filtration process is significantly enhanced.
3. Mechanical Strength: Hollow fiber membranes exhibit impressive mechanical strength, rendering them highly resistant to external pressure and ensuring enhanced durability. As a result, these membranes boast an extended lifespan, leading to reduced maintenance costs and minimized downtime.
4. Easy Scale-up and Compact Design: Hollow fiber membranes can be easily scaled up due to their modular design. This means larger filtration systems can be created by adding more fibers. Additionally, their compact design allows for a more extensive membrane area within a confined space, optimizing efficiency and reducing installation costs.
5. Reduced Fouling: Hollow fiber membranes have a self-cleaning mechanism that helps minimize fouling. The continuous feed flow along the fiber surface prevents the buildup of contaminants and particles, reducing the frequency of cleaning and enhancing the overall filtration performance.
6. Versatility: Hollow fiber membranes can be made from a variety of materials, including polymers, ceramics, and composites. This versatility allows for the selection of membranes with specific properties tailored to the requirements of each application. As a result, these membranes efficiently remove targeted substances or particles.
7. Eco-friendly: Hollow fiber membranes offer a more environmentally friendly filtration option than alternative methods. They consume less energy due to their high flux rates, resulting in reduced energy costs and a lower carbon footprint.
Applications Of Ultra-Filtrations Using Hollow Fiber Membranes
The factual applications of ultrafiltration using hollow fiber membranes include:
1. Water Treatment: Hollow fiber ultrafiltration membranes are extensively used in water treatment processes for both industrial and domestic applications. These membranes effectively remove suspended solids, bacteria, viruses, and other harmful contaminants from water sources, ensuring safe and clean drinking water production.
2. Dairy Industry: In the dairy industry, ultrafiltration plays a crucial role in the concentration and fractionation of milk. Hollow fiber membranes separate proteins, fat, lactose, and other valuable components from milk. This enables the production of various dairy products, such as cheese, whey protein isolates, and lactose-free milk.
3. Biotechnology and Pharmaceuticals: Hollow fiber ultrafiltration membranes are widely used in biotech and pharma industries. They are essential for separating, concentrating, and purifying biomolecules like proteins, enzymes, antibodies, and DNA. These membranes efficiently extract and recover valuable biological substances to aid drug and biopharmaceutical production.
4. Food and Beverage Industry: Hollow fiber membrane ultrafiltration is used for multiple applications in the food and beverage industry. It helps eliminate bacteria, yeast, and other unwanted microorganisms from beverages like fruit juices and wine, prolonging their freshness. Moreover, it is also employed to clarify and purify fruit juices and sugar solutions.
5. Industrial Processes: Ultrafiltration is crucial in industrial processes, including wastewater treatment, valuable chemical recovery, and process water reuse. Hollow fiber membranes eliminate impurities, oil, and colloidal substances from industrial effluents. This helps to decrease environmental pollution and conserve water resources.
6. Medical Applications: Hollow fiber ultrafiltration membranes have medical applications, specifically in kidney dialysis. These membranes are used in dialyzers to substitute for the kidneys’ impaired function by removing waste products, excess fluids, and toxins from the bloodstream.
7. Beverage Production: Hollow fiber membrane ultrafiltration is widely used in the beverage production industry. It helps eliminate unwanted impurities, including suspended particles, bacteria, and microorganisms, to ensure the quality and clarity of final products. This is essential for producing beverages such as beer, soft drinks, and bottled water.
Conclusion
Hollow fibre membranes play an instrumental role in conducting efficient ultrafiltration processes. Their unique design and remarkable properties make them ideal candidates for effective separation techniques across various industries, including producing potable water, treating surface water, and as a pre-treatment process for seawater reverse osmosis (SWRO) plants.
FAQs
Why use hollow fiber membranes for ultrafiltration?
Their unique structure offers a large surface area for higher filtration rates. Plus, they are durable and resistant to various chemicals, making them perfect for long-term use.
Are all contaminants removed during ultrafiltration?
While most contaminants like bacteria, viruses, and colloids are filtered out effectively by the membrane, salts, and low molecular weight compounds can pass through.
Can these membranes be used over again?
Yes! Hollow fibre membranes can be cleaned and reused multiple times, making them cost-effective in many industrial applications.
Where else can I find these types of membranes being used?
Apart from water treatment plants, they’re also heavily utilized in medical applications like kidney dialysis and food production to concentrate or clarify products.